リンクの設定では、工具退避時の早送り設定や材料に工具をどのように進入させるかなどの設定を行います。
ツールパスが出力されない時は、ここの設定に問題がある場合が多いです。
リンク
高速送りモード
工具退避時にG00かG01どちらで行うかの設定です。
早送り動作を保持: すべて早送りで動作します。
軸方向と半径方向の高速移動: X,Yまたは、Z(垂直) のみ早送り動作します。
軸早送り動作を保持: Z(垂直)のみ早送りで動作します
径方向早送り動作を保持: X,Y(水平)のみ早送りで動作します。
単一軸の早送り動作を保持: 1 つの軸の移動の時のみ早送りで動作します。
高速送り速度を保持: 退避動作を、早送り動作(G0)の代わりに(高速送り動作) G01 として出力します。
高速送り速度
退避動作をG01で出力する場合に使用する送り速度を設定します。
ここで設定された値の速度で退避動作を行います。
セーフ距離
工具が退避動作を行う時に、パーツとの距離を最低どれだけとるかを設定します。
2mmと設定すると、工具とパーツの距離が2mm以下にならないように退避動作を行います。
工具退避動作無効
チェックを入れると、退避動作を無効にする距離を設定できます。
設定された値以下の移動距離の場合は退避動作を行いません。
リフト高さ
移動後に工具を再配置する際の距離。
パーツのどれくらい手前(上)に配置するか。
進入動作
工具をどのように材料に切り込んで行くかを設定します。
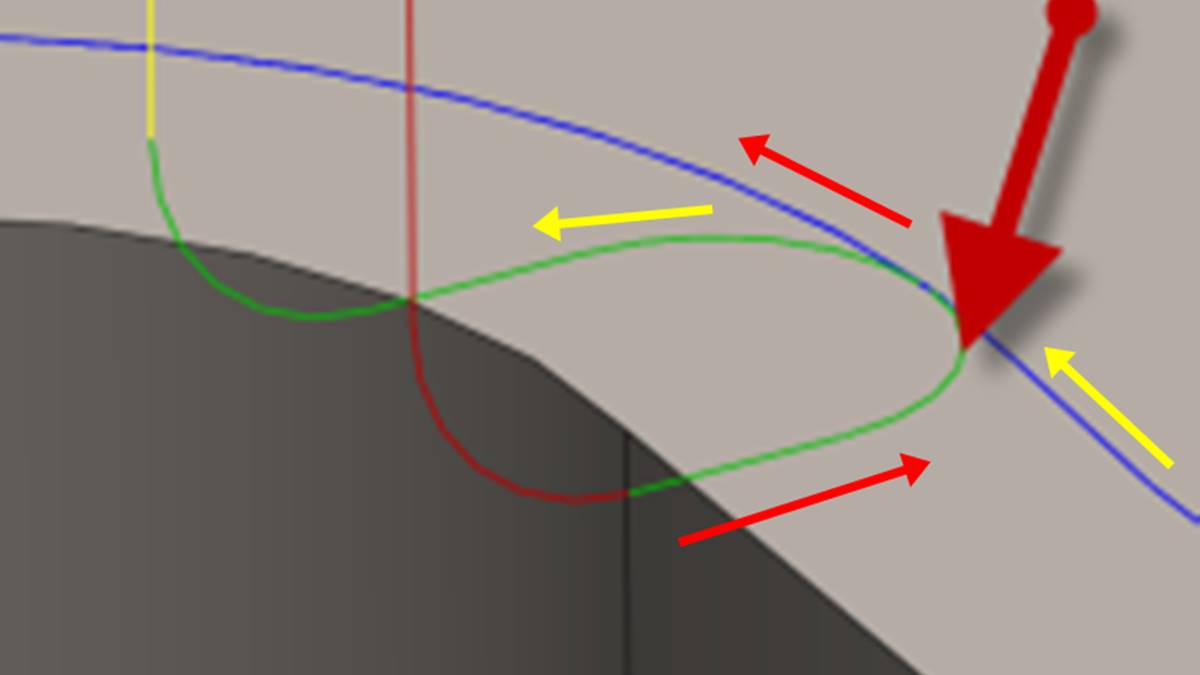
水平方向からの進入と退出の設定です。
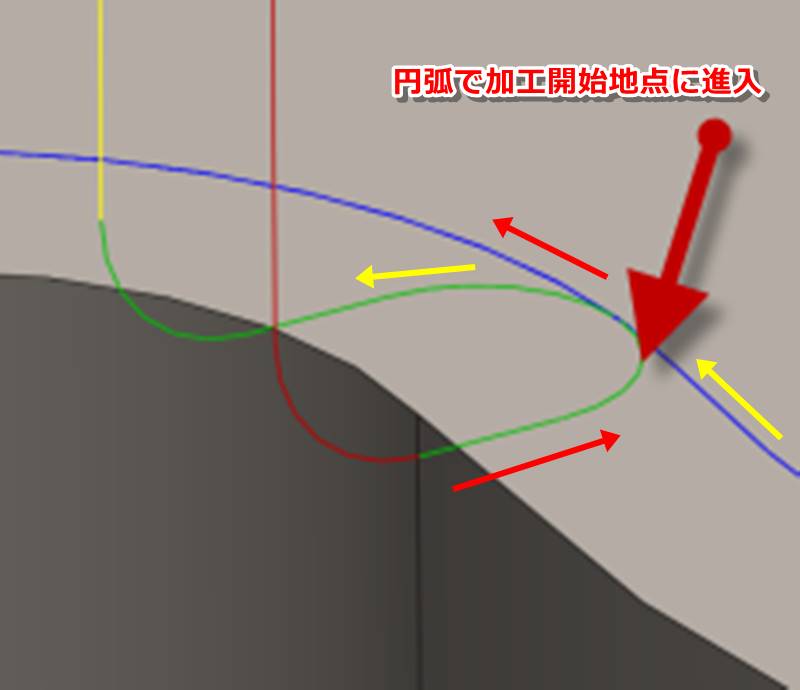
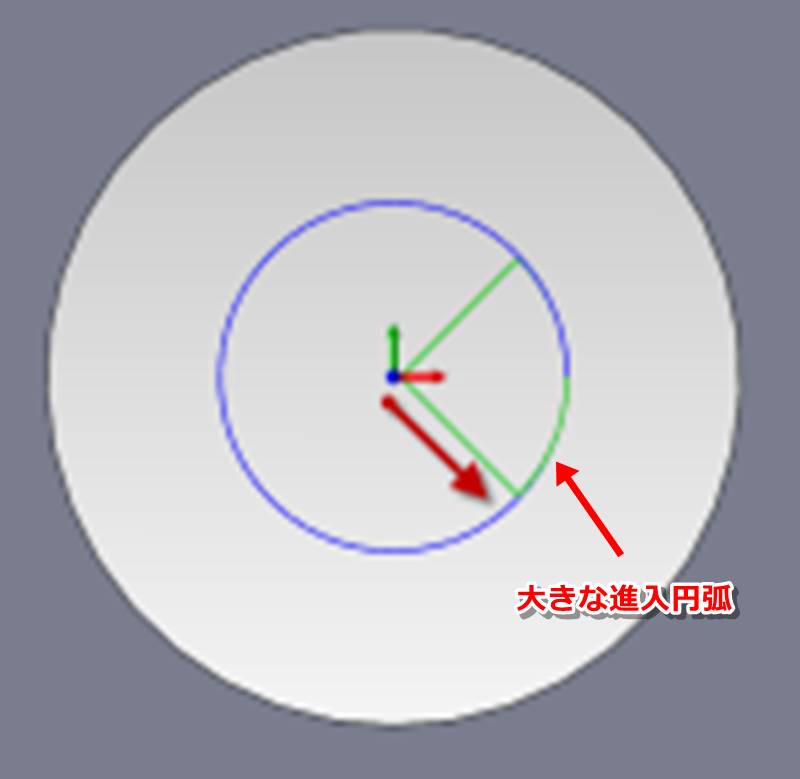
水平進入半径
水平方向から工具が切り込んで行く場合に、円弧の動きで切り込んで行きます。
その際に、どのくらいの大きさの円弧で切り込むかを指定します。
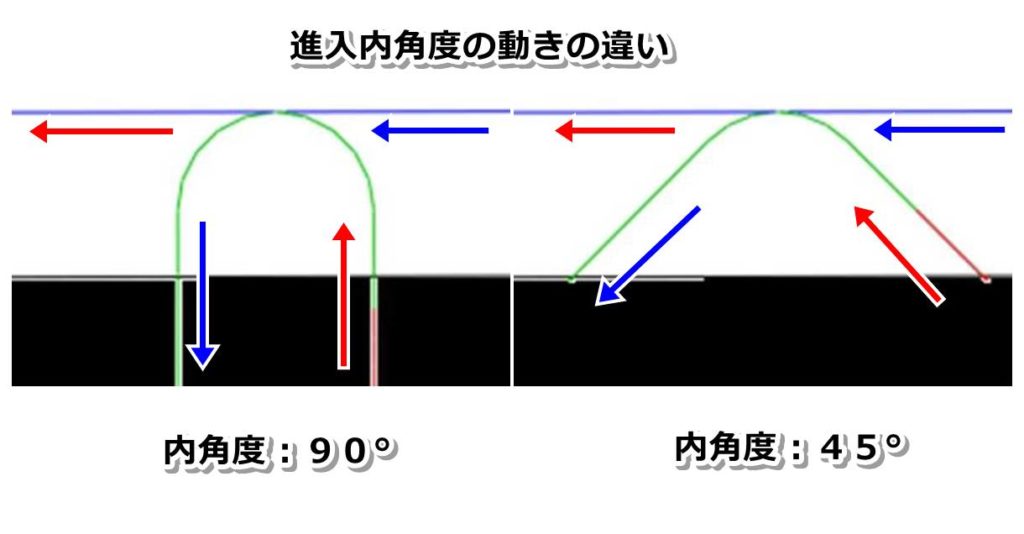
進入内角度
進入角度を、どれくらいにするか指定します。
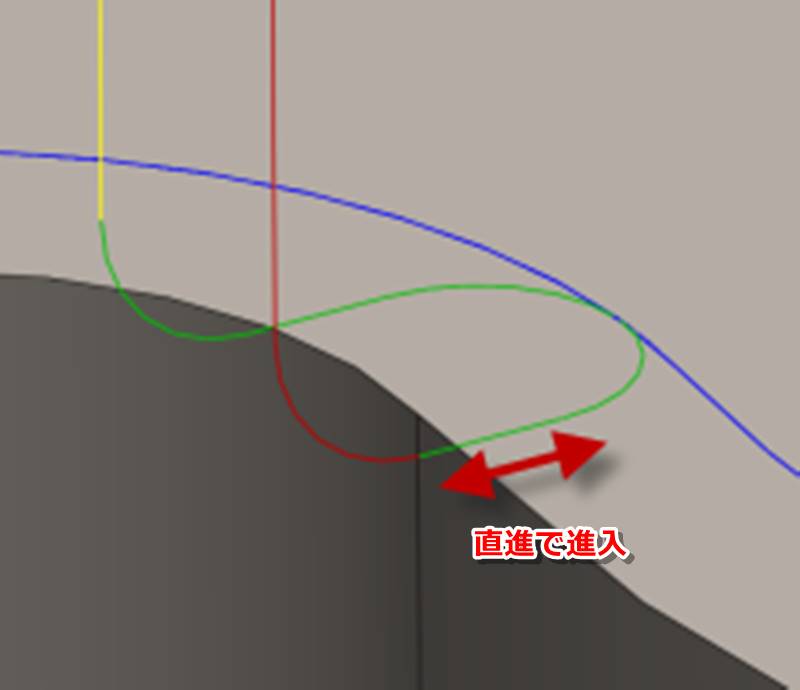
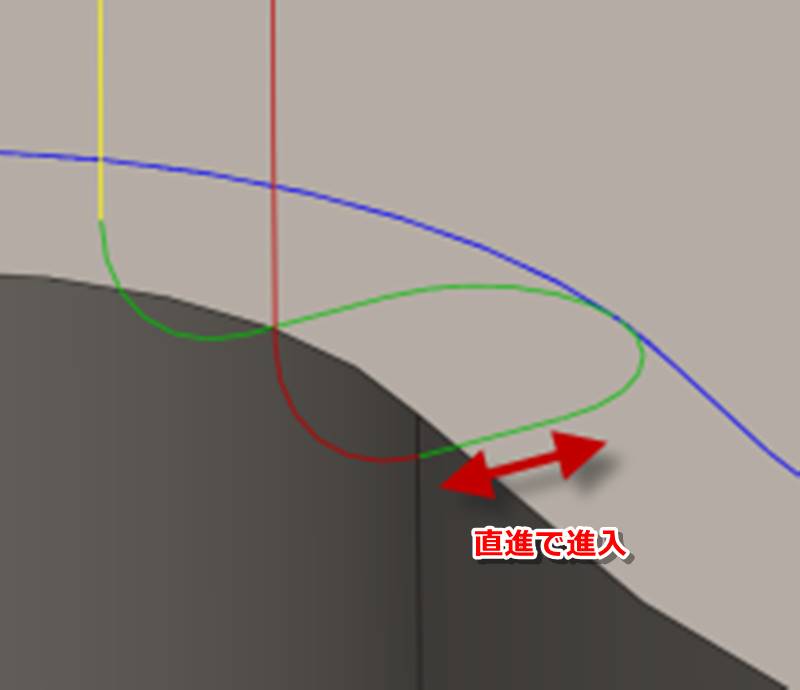
直線進入距離
直線で進入する距離を設定します。
[水平進入半径]を指定している場合は、ここで指定した値プラス、半径分離れた位置から進入します。
[水平進入半径]が指定されていない場合は、直線のみで進入します。
垂直
円弧に対して垂直に進入します。
[水平進入半径]を大きな値に設定していて、直線進入できない場合に使用します。
垂直進入半径
垂直方向から円弧で進入させる場合の半径を設定します。
退出
進入と同じにチェックを入れると、進入と同じ条件で退出動作します。
ランプ
[進入動作]が水平方向からの進入の設定でしたが、[ランプ]は、軸方向(Z方向)への進入の設定です。
ランプタイプ
ランプタイプは色々ありますが、この二つを覚えておけば大丈夫だと思います。
ジグザグ : 直線で指定した角度でジグザグに降下していきます。
らせん : 円を描きながら降下していきます。
ランプ角度
Z方向に何度の角度で切り込んで行くかを指定します。
角度が浅い方が工具に優しいです。
ランプ除去高さ
ストック(材料)の、どのくらい上からランプを開始するかを指定します。
らせんランプ直径
らせんの最大直径を指定します。
使用工具の直径より大きな値をを指定した場合、中心部に削り残しが発生します。
最小ランプ直径
らせんの最小直径を指定します。
この値は、[らせんランプ直径]以下にする必要があります。
値を小さくするほど、切り粉の排出性が悪くなり工具が破損しやすくなります。