穴加工の固定サイクルと合わせて使用します。
穴加工終了時の工具の戻る位置を、イニシャル点復帰にするかリファレンス点復帰にするかを決めます。
はい、
イニシャル点とかリファレンス点とか出てきました。
何のことかわからないですよね。
簡単に言えば、
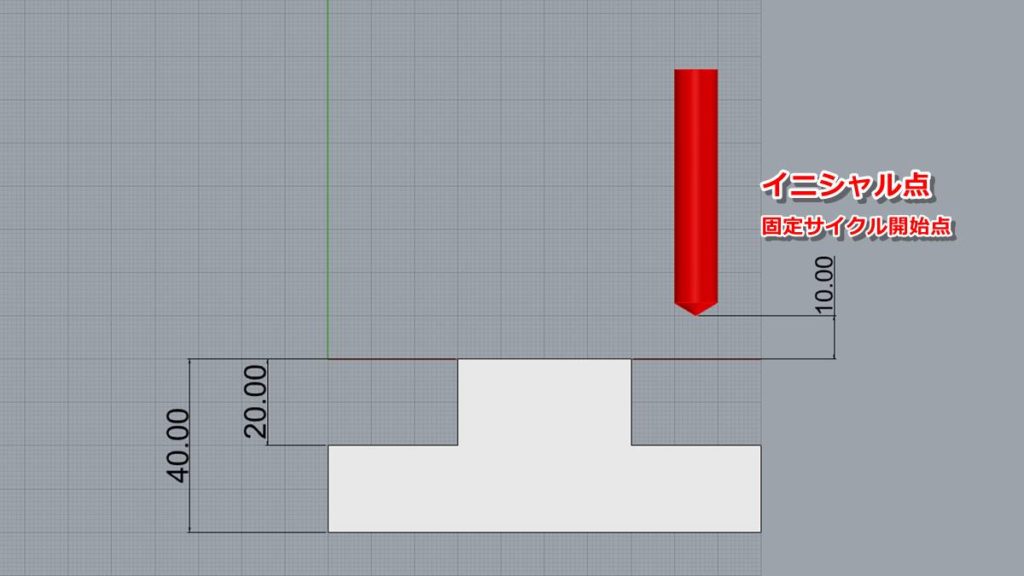
イニシャル点=固定サイクルが開始された位置
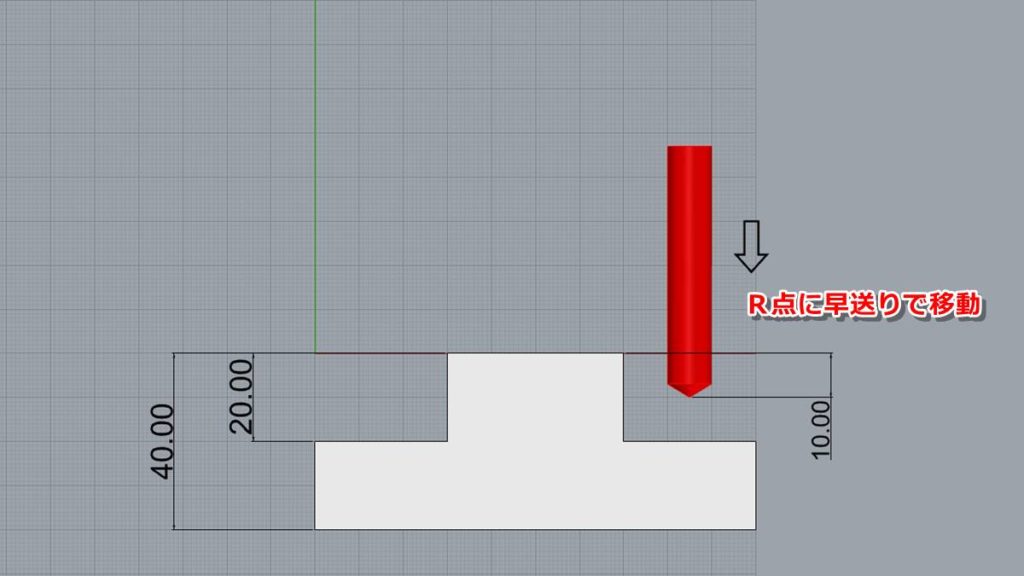
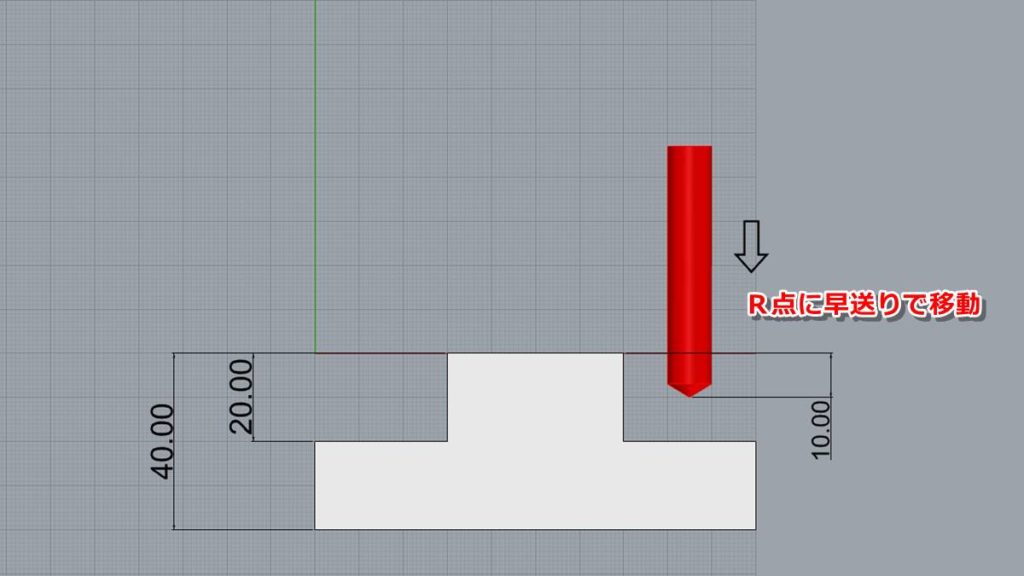
リファレンス点=切削送りを開始する位置(この位置まで早送りで移動)
こんな風に、覚えておけばいいです。
それでは、どういった時にどちら(G98、G99)を使用するかを説明します。
G98(イニシャル点復帰)
G98を使用すると、穴あけ終了時に工具がイニシャル点まで復帰します。
イニシャル点とは、固定サイクルを開始した位置の事です。
複数の穴加工を行う際に、リファレンス点(R点)と同じ高さで工具の移動方向に障害になる壁がある場合にそれを避けて移動を行う事が出来ます。
この書き方もわかりにくいですね。
下に例がありますので、それでなんとか理解して下さい。
書式
G98 G81 X_ Y_ Z_ R_ F_ K_
ここで指定するRの値がリファレンス点になります。
プログラムサンプル
G00 Z10.0 (ここがイニシャル点になる)
G98 G81 X35.0 Y0 Z-45.0 R-10.0 F120 K0
X-35.0
G80
X、Yの座標は関係ないので適当な値を入れています。
最初に早送り(G00)でZ10.0まで移動します。
ここがイニシャル点(固定サイクル開始点)になります。
固定サイクルを開始。
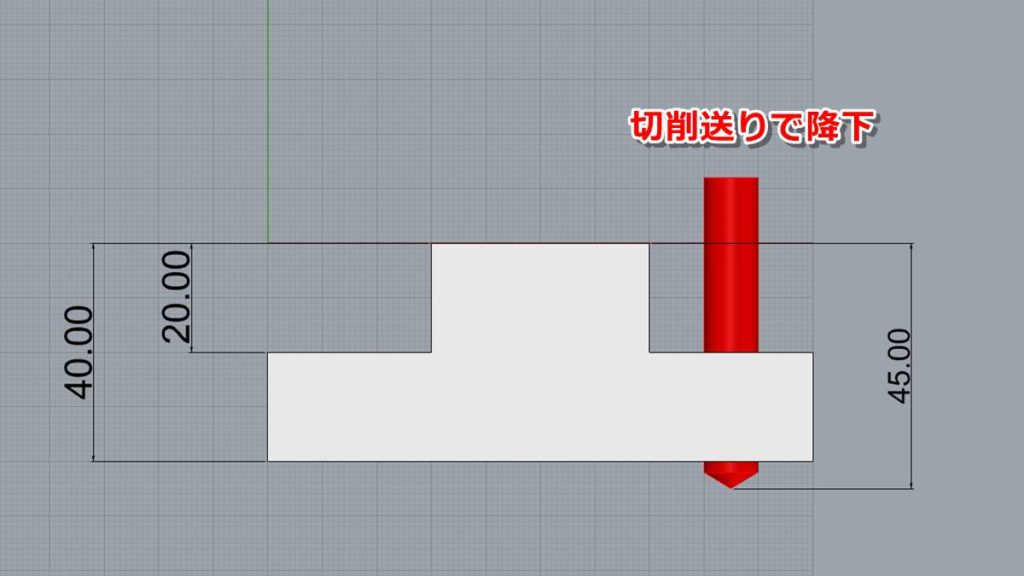
R点(-10.0)まで早送りで移動します。
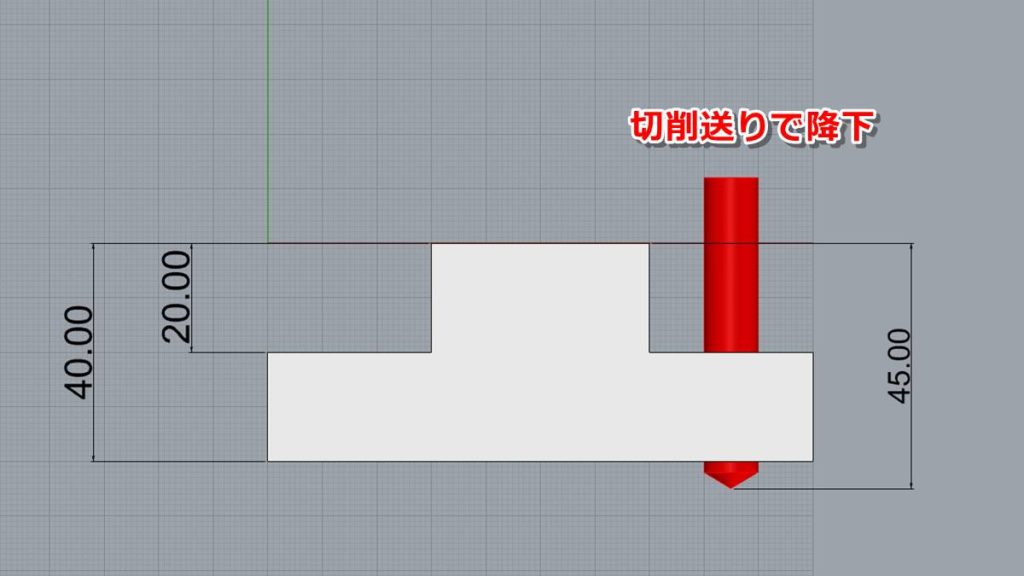
切削送りで加工しながらZ-45.0まで降下します。
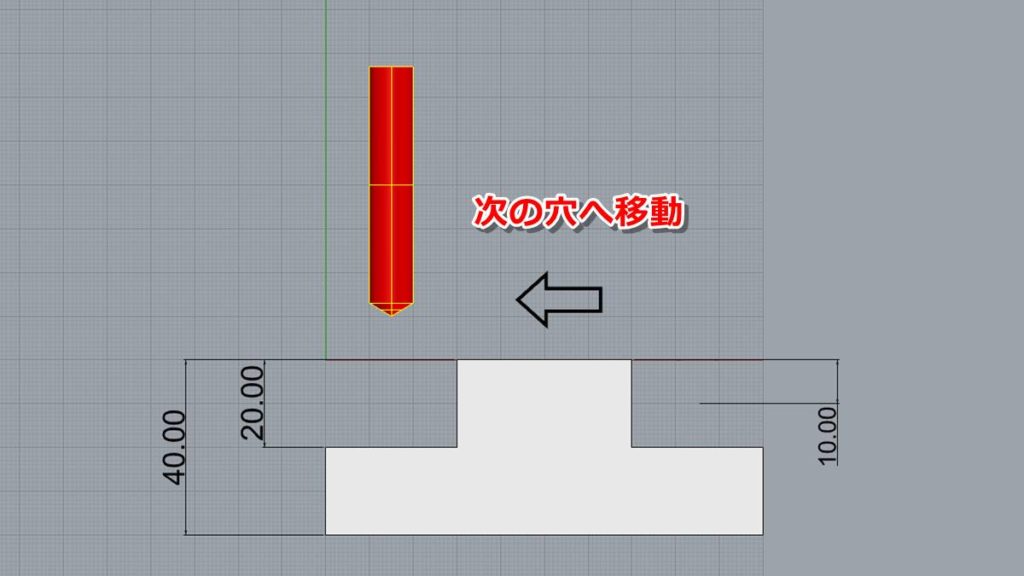
加工が終了して、イニシャル点まで早送りで戻ります。
ここが、G99と違うところです。
G99では、ここでR点(-10.0)までしか戻りません。

次の座標の穴へ早送りで移動します。
後は、この動作をすべての穴が終わるまで繰り返します。
G83と組み合わせた場合、ステップ(Q)時に戻るのはリファレンス点(R点)ですが穴最下部まで加工した後に戻るのはイニシャル点です。
G99(リファレンス点復帰)
G99は、リファレンス点(R点)までしか復帰動作を行いません。
どこから固定サイクルを開始しても戻るのはリファレンス点(R点)までです。その為、平坦な面で主に使用します。
材料の最上部からの穴加工や、段差部分の穴加工でも工具の移動方向に障害になる壁がない時に使用します。
書式
G99 G81 X_ Y_ Z_ R_ F_ K_
固定サイクル開始
最初にリファレンス点(R点)まで移動します。
切削送りで加工しながらZ-45.0まで降下します。
加工終了後、リファレンス点(R点)まで戻る。
ここがG98と違うところです。
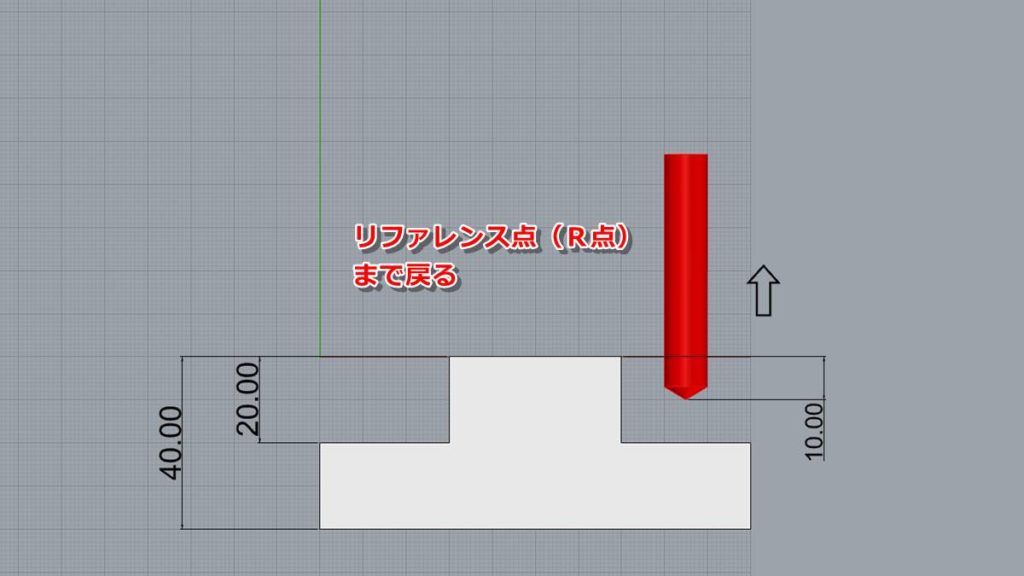
ここまでが、G99の動作です。
平坦な図では、分かりにくいので段差のある形状で説明しましたが、このような形状で使用するには問題があります。
図をみて分かりますが、段の左側にも穴加工があった場合にはR点が材料のトップより低いと左側に工具が移動する際に壁にぶつかってしまいます。
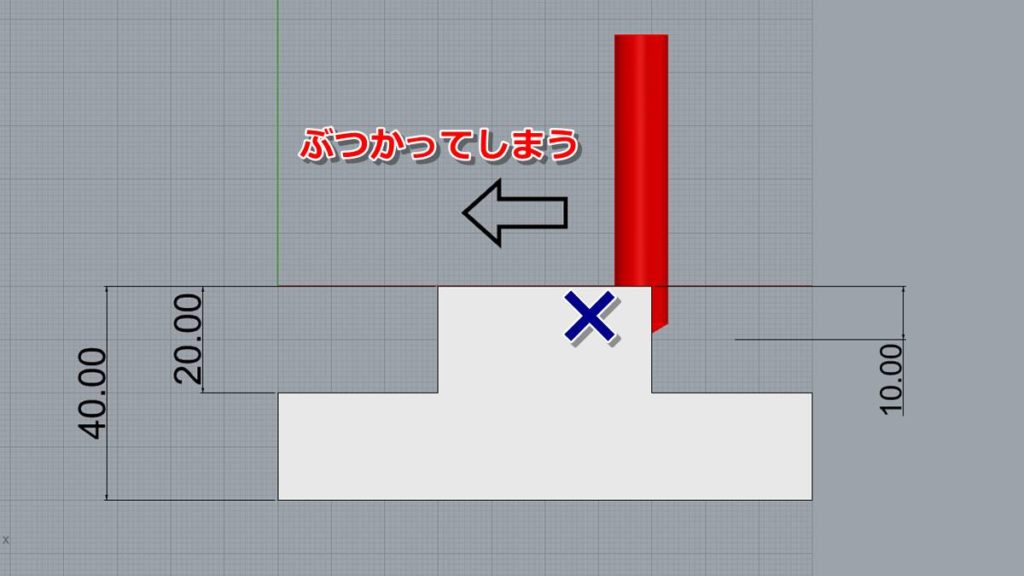
こういった形状の穴加工をG99で行う場合はリファレンス点(R点)を材料のトップより高く指定する必要があります。
しかし、それでは無駄に切削送りが長くなってしまいます。
そこでG98のように加工終了時にイニシャル点まで戻ってくれる動作の必要性が出てくるのです。
段差があってもG99で加工可能な場合もあります。
下の例のような場合だと、G99で加工可能です。
イニシャル点まで戻らないのでG98より早く加工出来ます。
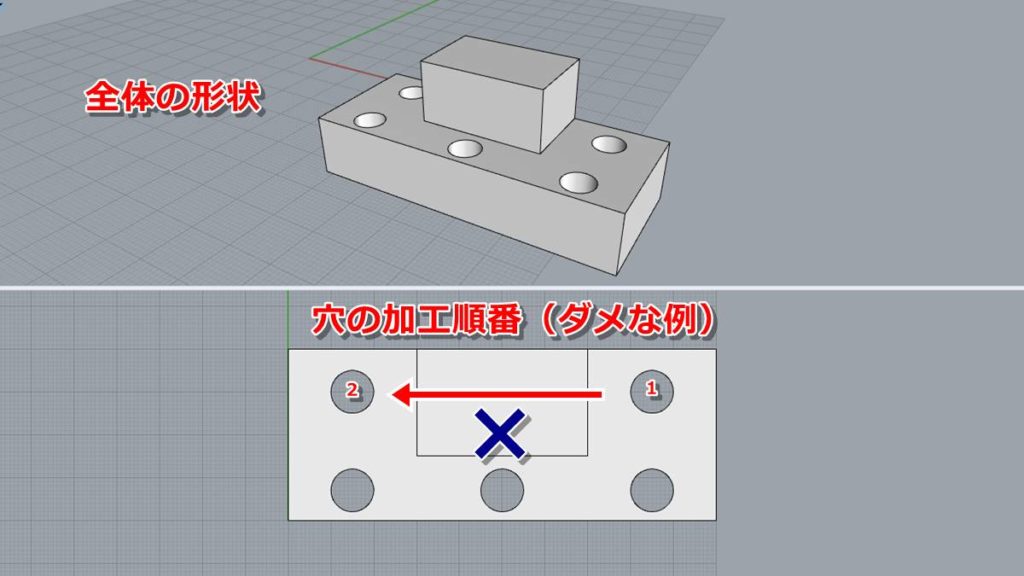
下の画像のような穴加工の場合、順番さえ間違えなければR点を壁の高さより下に設定してもG99で加工可能です。

凸形状の壁がありますが、加工順番を正しく決めれば工具の進行方向側には壁がないのでG99で加工することが出来ます。
下の図のように順番を間違えてしまうと、壁にぶつかってしまうので注意しましょう。
慣れないうちは、G98を使用した方がいいですね。