【パス】の中に色々な項目があります。
加工中の状況に応じて、工具をどのように制御するかの設定を行います。
初めてCNCフライス(CAM)を使われる方は、この辺が1番分かりにくいところだと思います。
私も、まだわからない所は多々ありますが。
理解できた(勘違いしている可能性もある)ところの説明をしていきます。
項目が、かなり多いので徐々に追加してきます。
パス
[パス]では、主に工具の制御のルールを決める項目になります。
公差
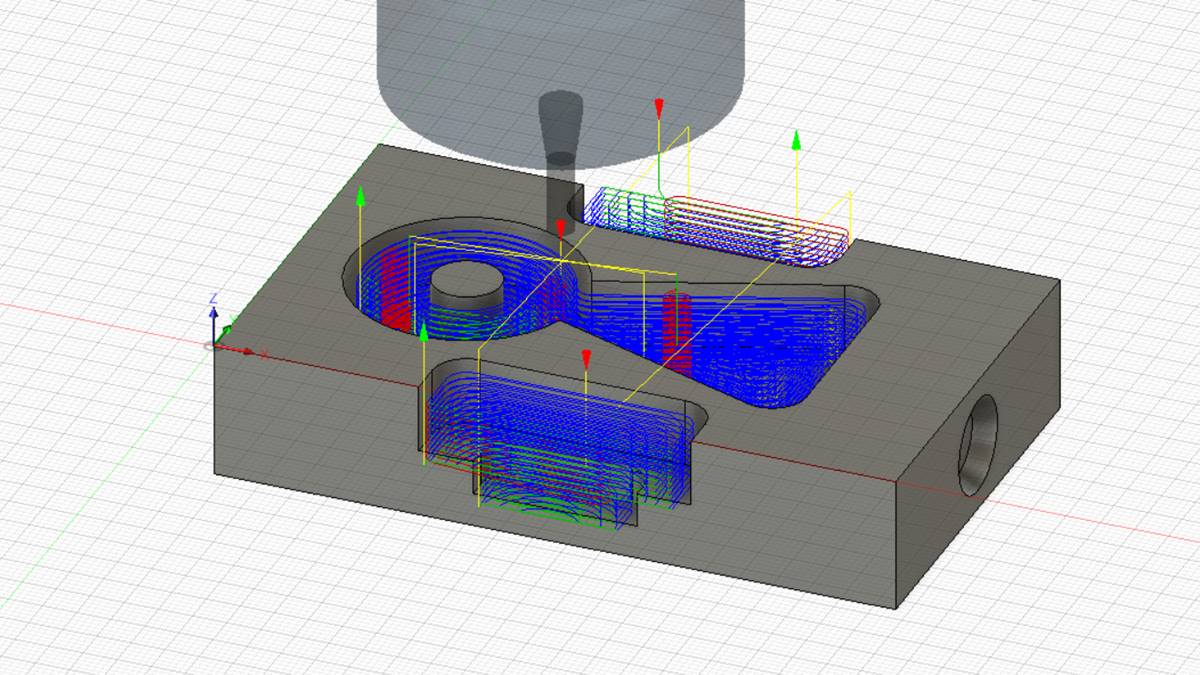
CAMがツールパスを計算する際に、スプライン曲線やベジェ曲線などの自由曲線を微小線分に変換して行われます。
Gコードでは、直線と正円(真円)加工の指令しかないので、このように自由曲線の場合は直線の組み合わせで加工を行います。
その際に、元のモデル形状からどの位形状が変わっても許容するかの値を入力します。
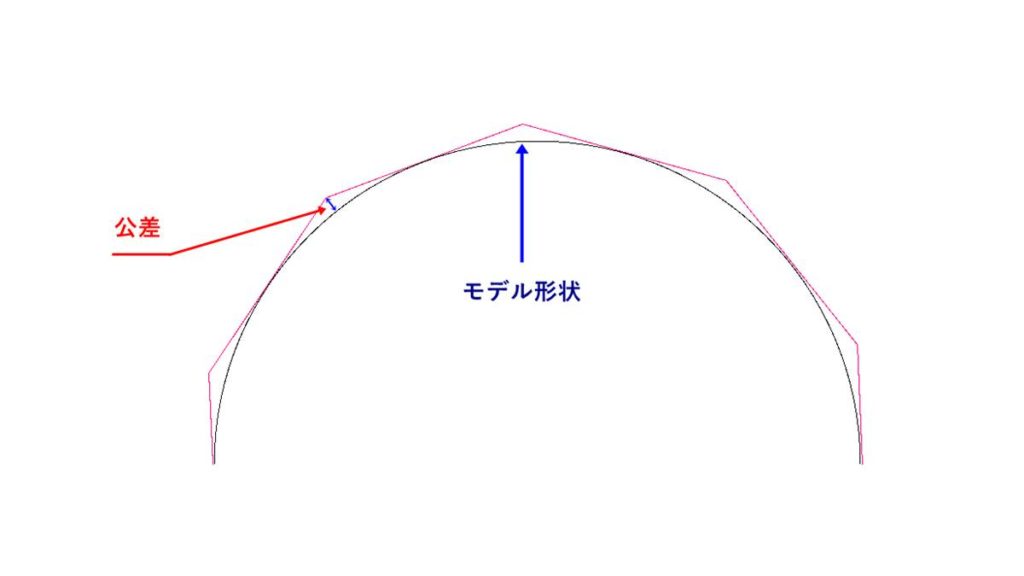
上の画像のように、直線に変換する時にモデル形状から離れても構わない距離を入力します。
横方向の補正
加工する際に、工具が進行方向に対してワーク(材料)のどちら側にあるかを決めます。
進行方向に対して工具がワークの左側にある場合をダウンカット
進行方向に対して工具がワークの右側にある場合をアップカット
といいます。
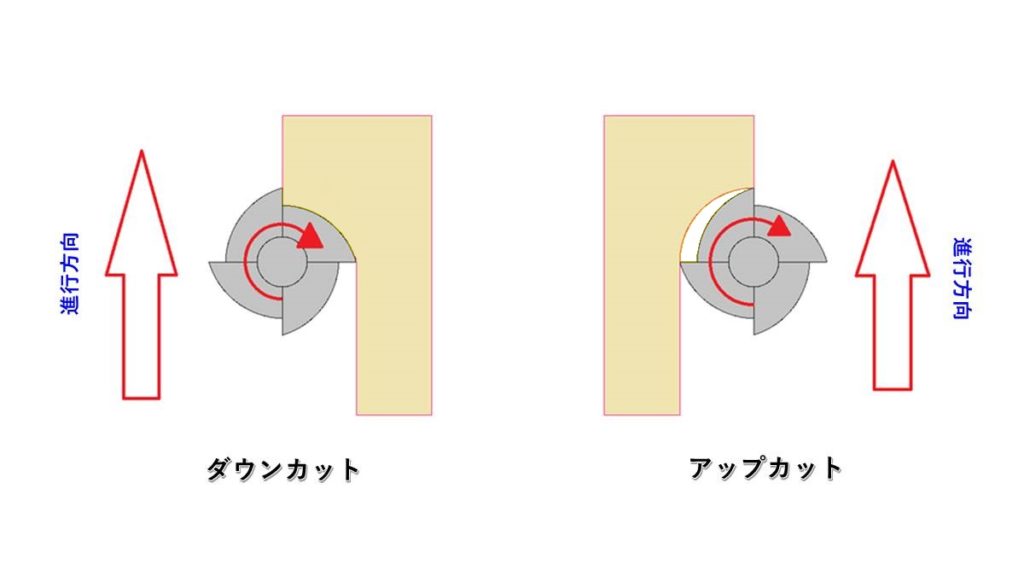
ダウンカットは、奥から手前に引っ掻きだすように加工します。
アップカットは、手前から奥に押し出すように加工します。
補正タイプ
工具径補正(G41、G42)を使用するかしないかを選択します。
- コンピュータ:工具径補正を使用しません。出力されるプログラムは工具半径を考慮された値で出力されます。
- 制御器:工具径補正(G41、G42)を使用します。プログラムは工具半径を考慮せずに出力されますが、G41、G42指令で出力されるので機械側が工具半径を考慮して動いてくれます。
- 摩耗補正:出力されるプログラムの座標はコンピュータを選択した場合と同じですが、G41、G42も同時に出力されます。工具補正量に摩耗量を負の値で指定します。
- 逆摩耗補正:摩耗補正の逆です。 工具補正量に摩耗量を正の値で指定します。
工具径補正を使用する場合は、選択された工具の編集画面でポストプロセッサの項目にある直径オフセットで指定された番号で出力されます。機械側の工具径補正用のDパラメータの同じ番号の所に必要な値を入力しておいてください。
同一プログラム内の、異なる工具で同じ番号は使用しないで下さい。
最小切削半径
コーナー部分の加工において、指定した半径以下の加工を行わないようにします。
最小切削半径を指定しない場合、工具が進入できる所まで直線で加工していきます。
その後、直線で向きを変えて加工を続けます。
最小切削半径を指定した場合、コーナー部分で必ず指定した切削半径の動作を行います。
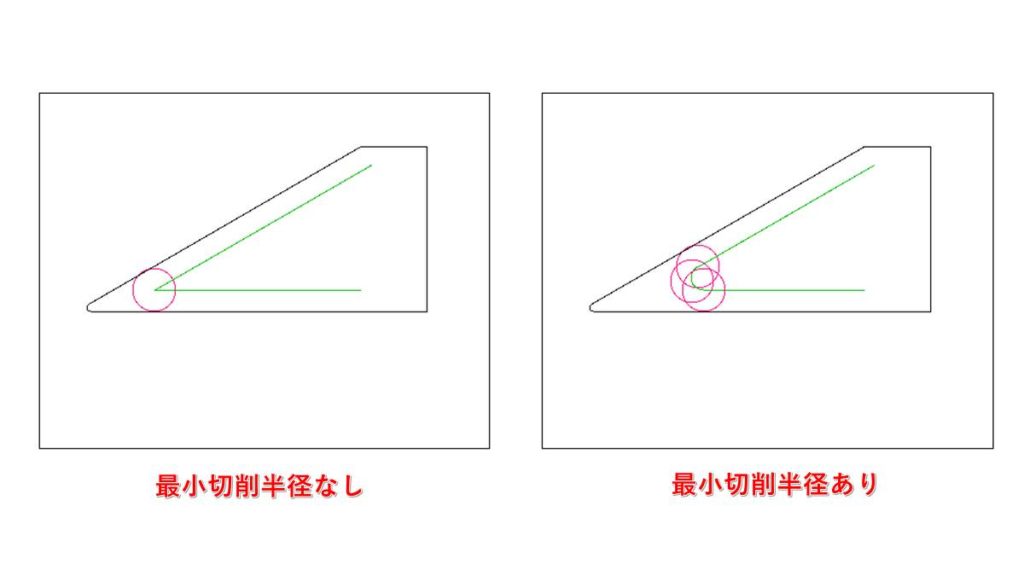
最小切削半径ありで加工を行うと、コーナー部分での工具のビビりを減らせます。
ただし、削り残しが多く発生します。
仕上げパス
工具の側面方向(X,Y)の仕上げをおこないます。
この項目は、粗取りと仕上げを同一工具で行う際に使用します。
仕上げオーバーラップ
加工開始位置と終了位置を指定した距離、重ねたツールパスを作成します。
ここで言う開始位置と終了位置というのは、切削送りが開始される位置ではなく工具がモデルの形状に当たる位置の事です。
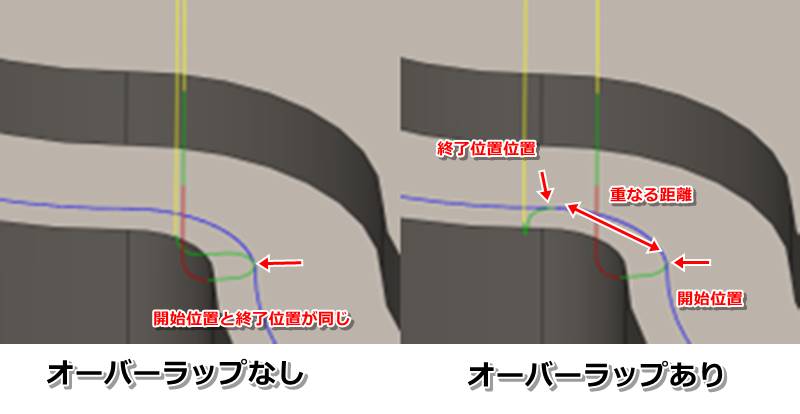
少しだけオーバーラップさせることにより、工具の接触した跡がに残りにくくなります。
順序を保持
チェックをオンにすると、切削領域を指定した順番通りに加工を行います。
オフの場合は、CAMが自動で順番を決定します。
両方向
ダウンカット、アップカット両方を使用して加工を行います。
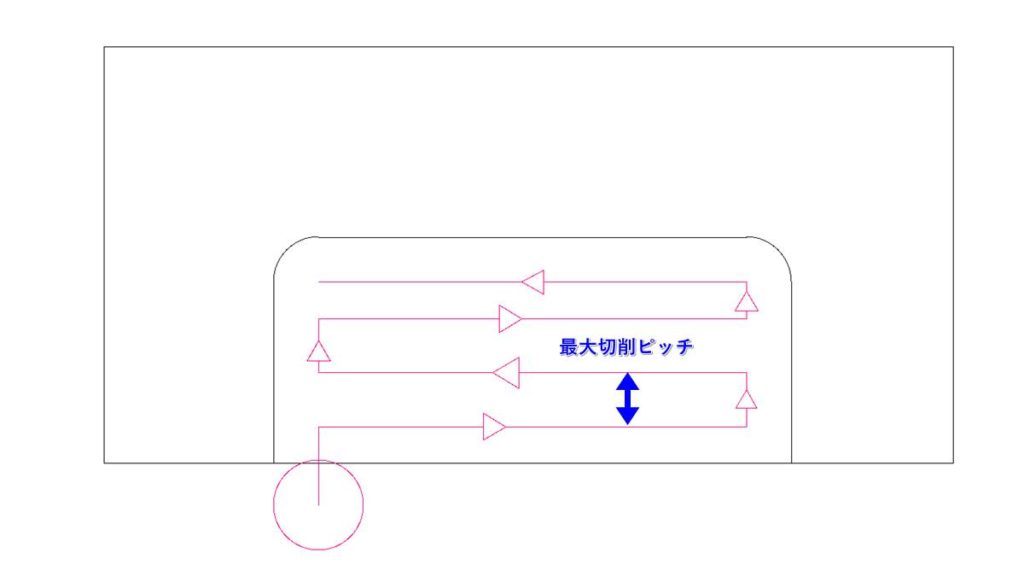
最大切削ピッチ
水平方向(X,Y)の切削ピッチを入力します。
可能な限り指定された、ピッチで加工を行います。
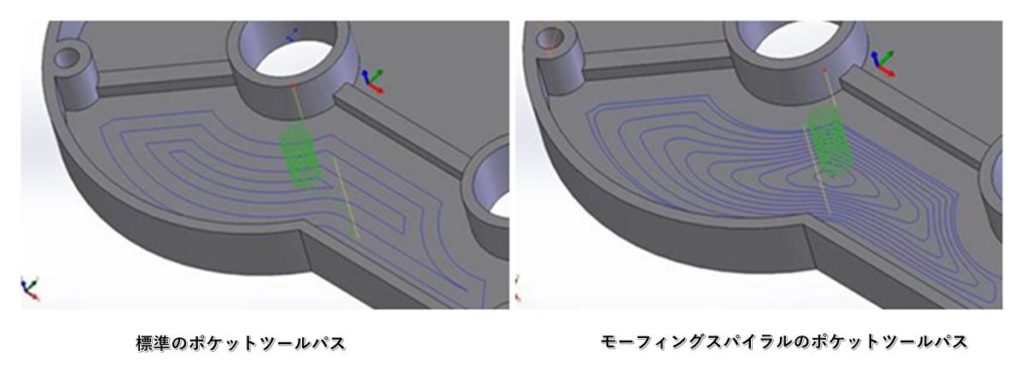
モーフィングスパイラルを使用
切削領域の中心から徐々に外周形状に近づいて行くようなツールパスを作成します。
急激な変化が少なく、機械が滑らかな動作になります。
ただし加工時間は長くなります。
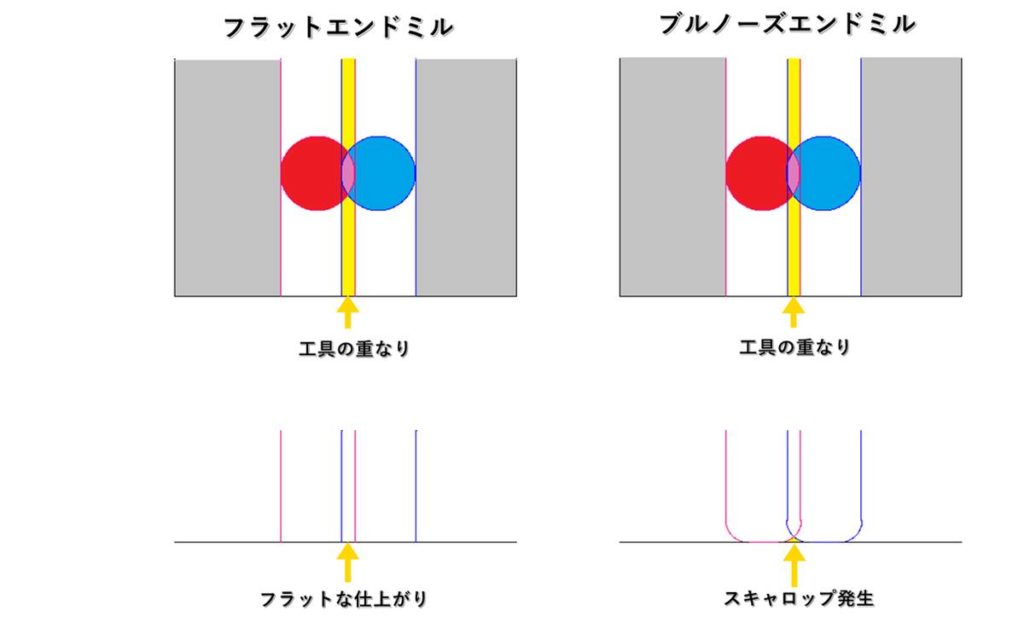
切削ピッチの尖端を許可
コーナーにR形状がある工具を使用する際に、スキャロップが発生するのを許可するかどうかを指定します。
最大切削ピッチを既定の数値のまま使用した場合は、スキャロップが発生しないようになっています。
円滑化公差
ごめんなさい🙇
これは、最小切削半径との違いがよく分かっていません。
複数深さ
【複数深さ】というのは、Z方向の切り込みを何回かに分けて行う場合に設定します。
最大粗取り切り込みピッチ
一度に何mmずつ削るかを指定します。
下の画像の左の図は[複数深さ]がオフの場合です。
一度に10mmを1回で加工します。
右の図は、[最大粗取り切り込みピッチ]を3mmに指定した場合です。
一回で3mm切り込んで加工を3回繰り返して、最後に残り1mmを加工します。
計4回ですね。
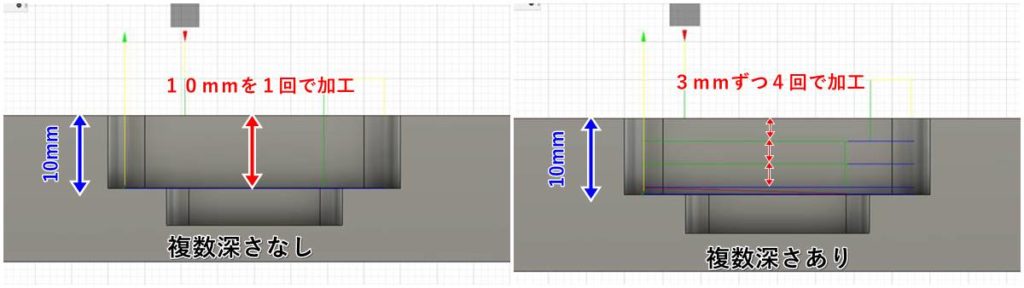
一度に加工出来ないような、深さのある形状の場合に粗取りで使用されます。
仕上げ切り込みピッチ
仕上げ切り込みピッチには、仕上げ回数とピッチを入力します。
回数が、仕上げを何回に分けて行うかの回数を入力します。
ピッチは、1回の仕上げで何mm切り込むかを入力します。

深さ10mmを仕上げるとして、
最大粗取り切り込みピッチ
3mm
仕上げ切り込みピッチ
回数を[1]ピッチを[0.2]にした場合
3mmの深さで粗加工
↓
6mmの深さで粗加工
↓
9mmの深さで粗加工
↓
9.8mmの深さで粗加工
↓
10mmの深さで仕上げ加工
このような流れで加工を行います。
壁テーパ角度
本来2.5次元加工や3次元加工で行うような、側面にテーパのある形状を加工するための物です。
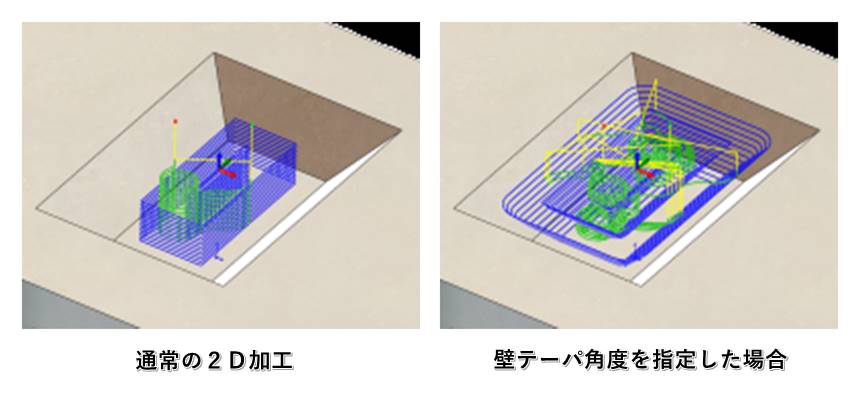
領域を選択する時に、ポケット形状の底の面かエッジを選択します。
壁テーパ角度に必要な角度を入力します。
均等切り込みを使用
最大粗取りピッチを超えない範囲で、均等な切り込み量になるように加工します。
最大粗取りピッチを5mmにして、深さが12mmの加工をしたいとします。
均等切り込みを使用しない場合
5mmで2回切り込んで加工した後、最後に2mm切り込んで加工します。
均等切り込みを使用した場合
4mmで3回加工します。
仕上げ代
仕上げ代を残すかどうかを指令します。
径方向の仕上げ代
X,Y方向の仕上げ代
軸方向の仕上げ代
Z方向の仕上げ代
円滑化
円滑化とは微小線分で構成されたツールパスを、指定された許容差の中で変換できる場合は円弧(G02、G03)に変換します。
これにより、仕上がりが綺麗になりNCプログラムの縮小にもなります。
ただし、許容差の分実際の形状と異なります。
送り最適化
最大方向変更
コーナー角度が幾つから送り最適化を適用するかを指定します。
短縮された送り半径
短縮された送り距離
減速された送り速度
速度を幾つまで減速するかを指定します。
内側コーナのみ
チェックを入れると内側(ポケット形状)のコーナーのみに適用。
チェックを外すと内側、外側(外周加工)両方に適用。