加工中に工具は、削るだけではなく早送りなどで移動します。
その時に、状況に応じた高さを設定しておかないといけません。
プログラムを起動した時に、最初にどの高さに工具を移動させるか?
ツールパス間の移動の際に工具をどの高さにするか?
切削送りに入る前にどの高さまで、早送りで工具を材料に近づけるか?
加工する領域の高さの範囲は?
などを、ここであらかじめ設定しておきます。
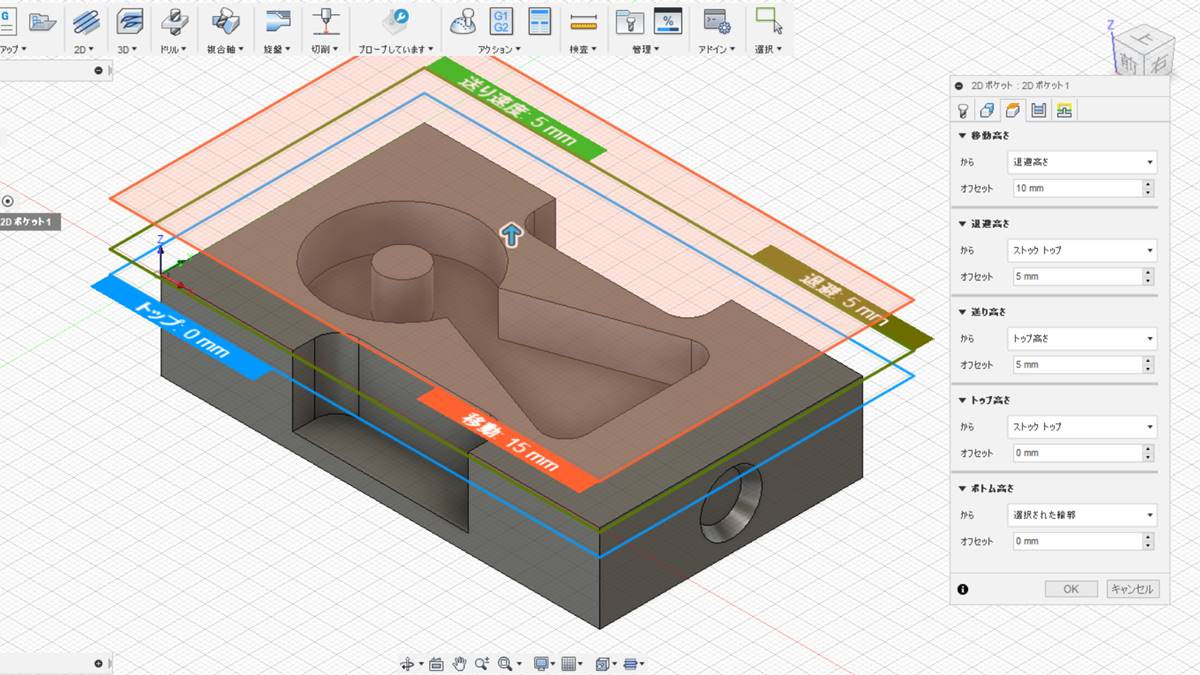
移動高さ
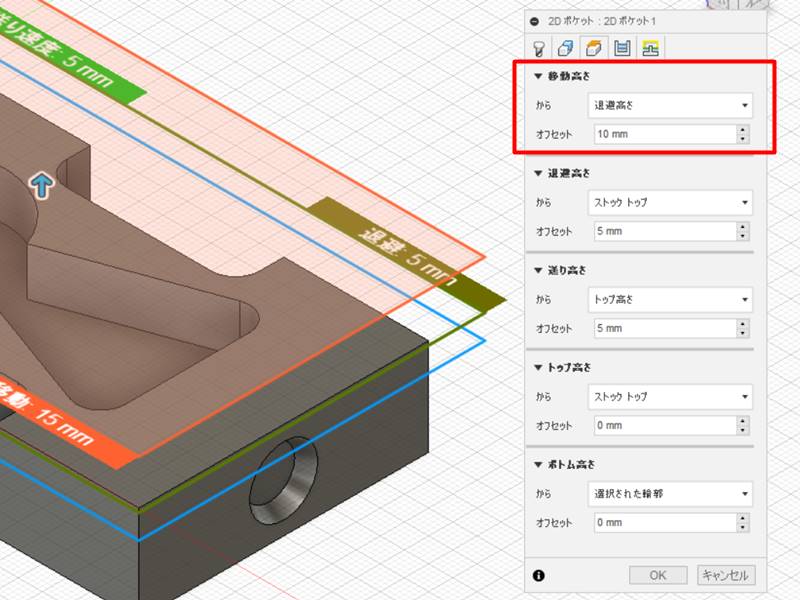
移動高さは、NCプログラムを起動してから最初に早送りで移動する位置の事です。
スタンバイ位置というか、陸上で例えるとスタートラインに立ったようなものです。
加工終了時に工具が上がる高さでもあります。
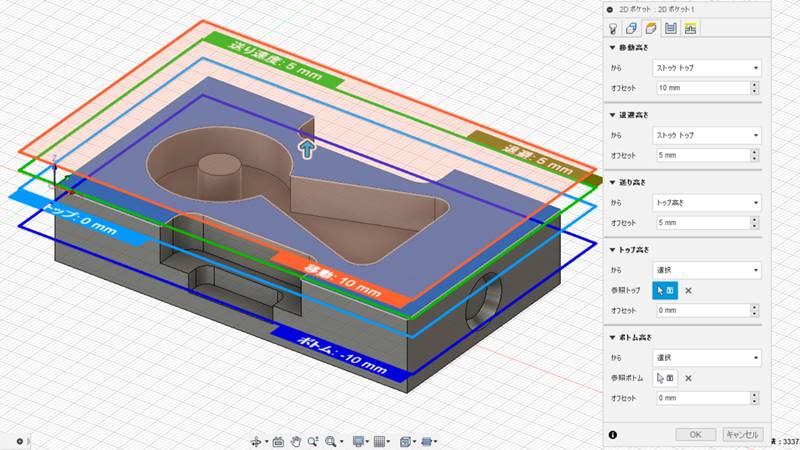
下の画像の矢印の位置です。
NCプログラムを起動すると、最初にこの高さへ移動します。
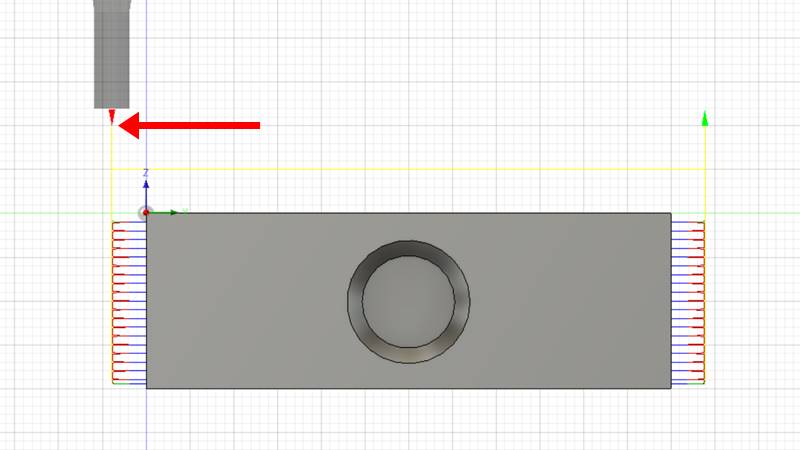
【ストックトップ】から10mm位上に設定して、加工原点や工具の高さが間違っていないかの確認などを、ここで行うと良いと思います。
別に10mmでなく好きな値でも構いません。
退避高さ
退避高さは、ツールパス間の移動の際の高さの事です。
一つの領域の加工が終了して、次の領域の加工へ移動する際の高さです。
下の画像で説明すると、左下の領域の加工が終了して、右上の領域を加工するために移動する黄色い線の高さの事です。
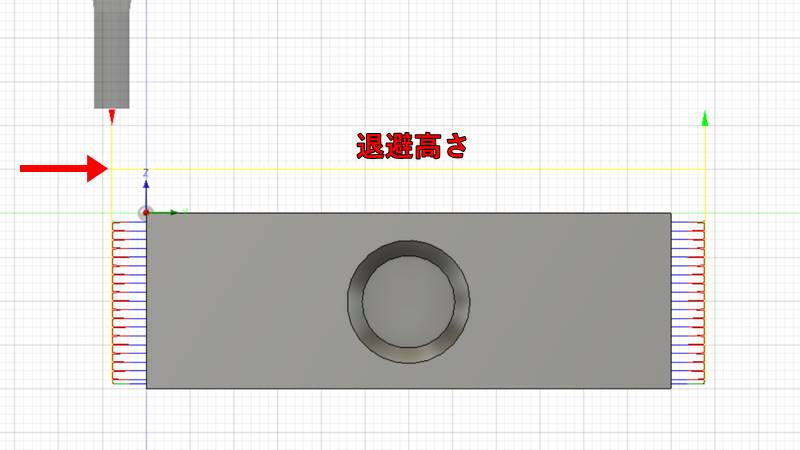
【ストックトップ】より高く設定するのが安全です。
慣れてきたら加工する形状に合わせて高さの基準を選択してください。
送り高さ
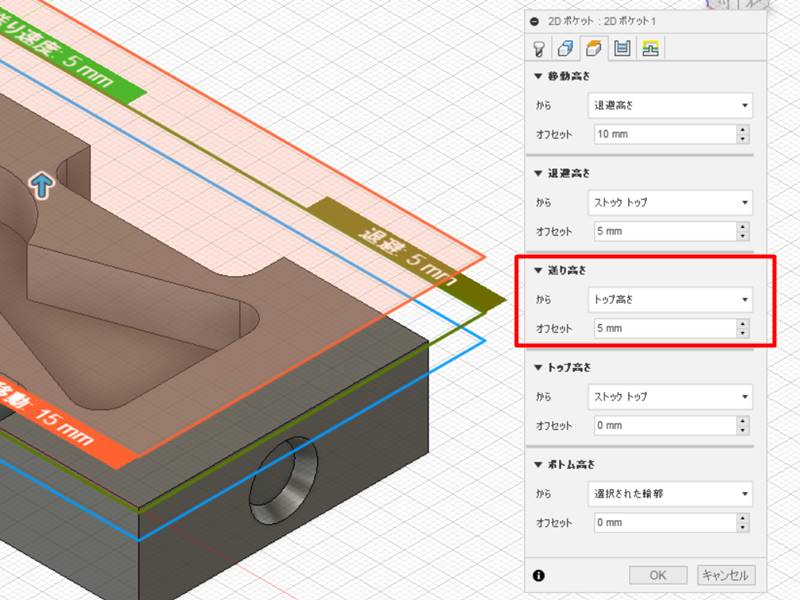
送り高さは、切削送りを開始する高さの事です。
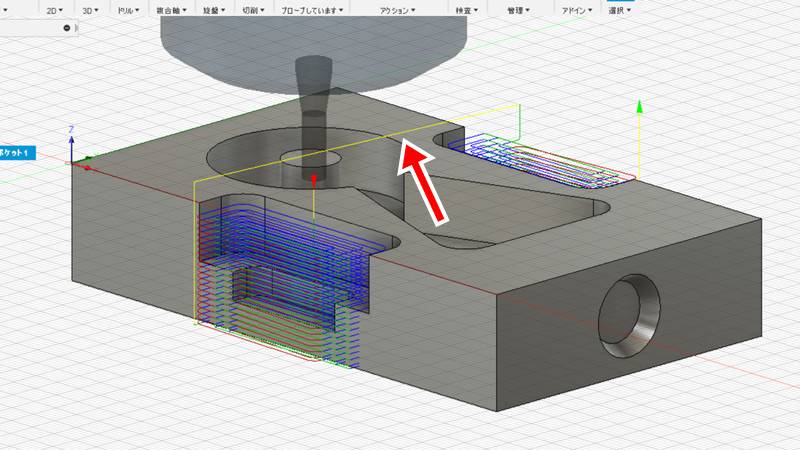
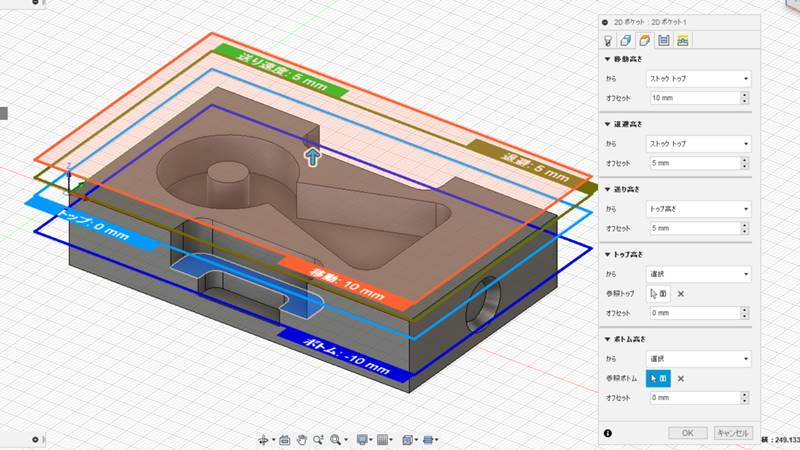
下の画像の、2段ある形状部分の加工をする場合で説明します。
上の段の部分は先に加工してあると仮定して、下の段の形状を加工する場合にストックの上から送りを開始すると、無駄な切削送りが発生します。
ストックの上まで早送りで移動して(黄色の線)そこから切削送り(緑の線)が始まってしまいます。
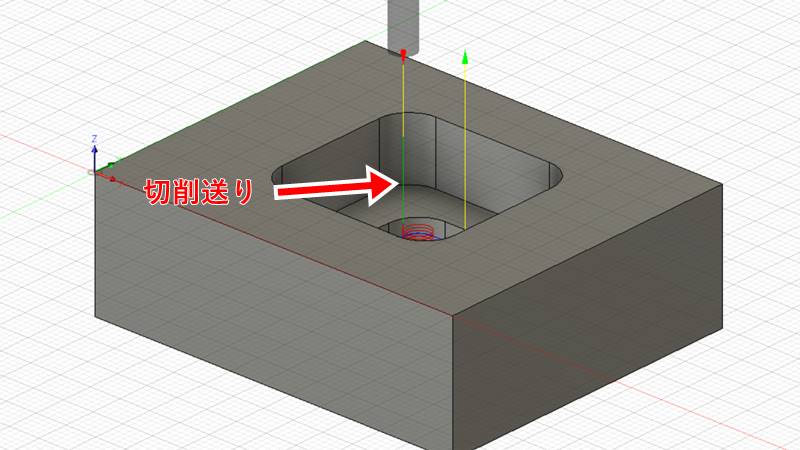
安全最優先ならこれでも構わないのですが、この切削送りは何もない所を指令したF値(送り速度)で移動するので加工時間が長くなってしまいます。
そこで、この無駄な部分を省く為に状況に合わせて、切削送りの開始高さを調整するのが送り高さです。
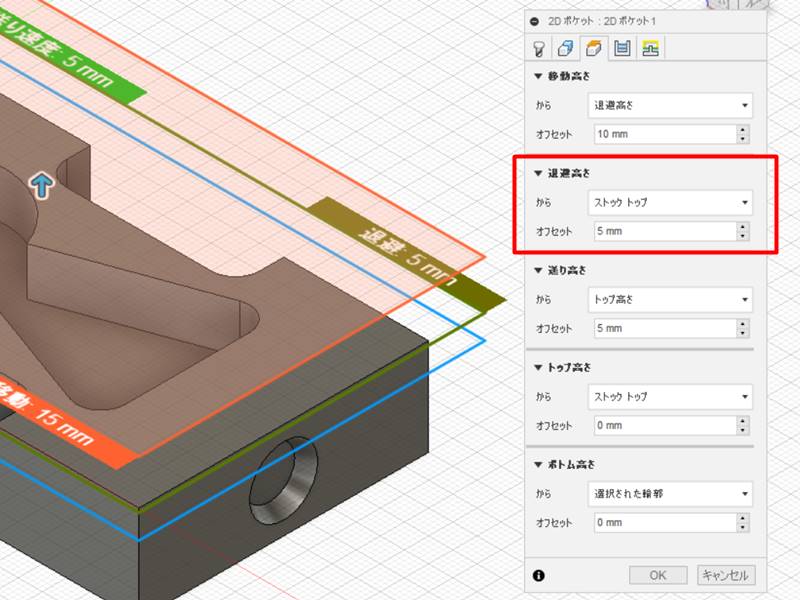
下の画像は、送り高さをトップ高さ(加工したい領域の一番上の高さ)より1mm上に設定した場合の図です。
一気に、早送りで送り高さ(トップ高さの1mm上)の位置まで移動してから切削送りに入ります。
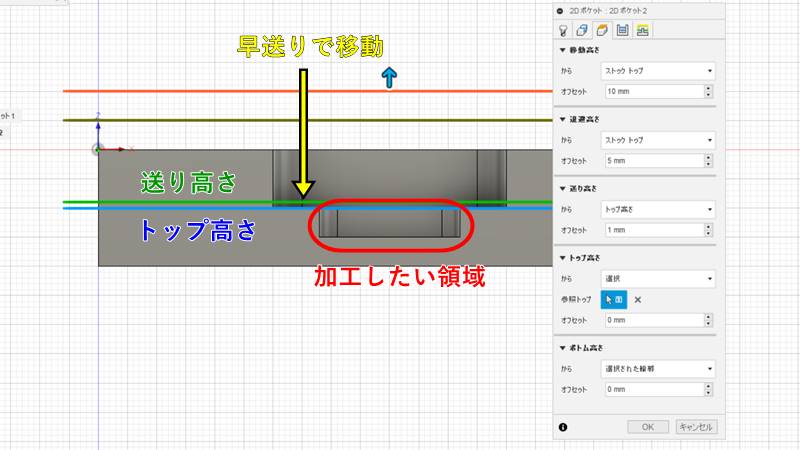
これで、無駄な切削送りが無くなり加工時間の短縮になります。
上の段の加工をする時は、ストックトップかモデルトップより高い位置にします。
このように、送り高さをストックトップより下に設定する場合は、加工する順番を間違えないようにしないと、材料に早送りで工具が突っ込んでしまいます。
必ず、上段の加工の後に下段の加工が行われるように設定して下さい!
トップ高さ|ボトム高さ
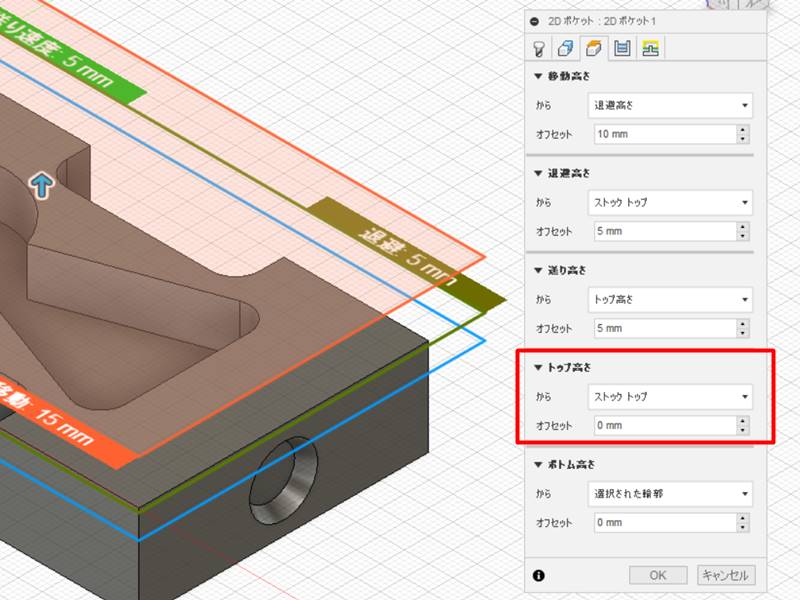
トップ高さは、加工したい領域の一番上の高さになります。
ボトム高さは、加工したい領域の一番下の高さになります。
下の画像の黄色の領域を加工したい場合で説明します。
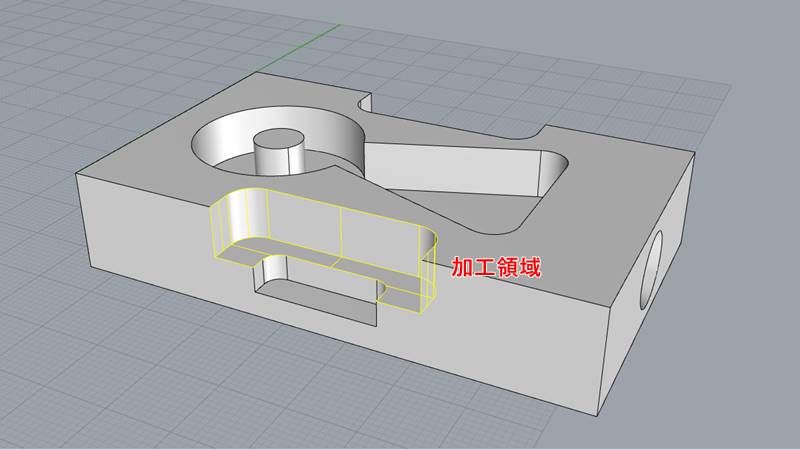
加工領域の一番上の高さになる、青く選択された面がトップ高さになります。
加工領域の一番低い位置なる、青く選択された面がボトム高さになります。
図面などで寸法が分かっている場合は、モデルトップから何mmといったように数値で指定してもいいのですが、ドロップダウンリストから【選択】を選んで面やエッジで高さを指示するのが楽でいいと思います。
ドロップダウンリストとオフセット
どの高さを設定する時も、ドロップダウンリストの中から基準になる場所を選択してから必要な場合はオフセットに値を入力します。
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセットです。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 加工原点からの絶対値オフセットです。
移動高さでいえば、ドロップダウンリストの中からストックトップを選択して、オフセットに[10mm]と入力すると、移動高さがストックトップより[10mm]上に設定されます。
オフセットが[0]の場合はストックトップがそのまま移動高さになります。
実際は、移動高さがストックトップ[0]というのはあり得ないので、必ずストックトップより高い値を設定して下さい。
退避高さもストックトップより高くする方が安全です。