 Gコード
Gコード 【G43,G44,G49】工具長補正
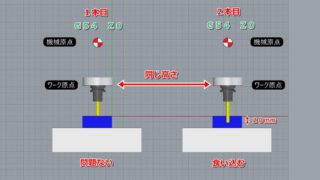
ATCが搭載された機械の場合、取付長の違う工具を複数本使用して加工を行います。その際に工具長の違いを補正してくれるのが工具長補正です。工具長補正の使い方は、機械の機能や会社の方針などで色々とやり方が違うと思うので、ここでは考え方の説明をして...
 Gコード
Gコード  Gコード
Gコード  Gコード
Gコード  Gコード
Gコード  Gコード
Gコード  Gコード
Gコード