
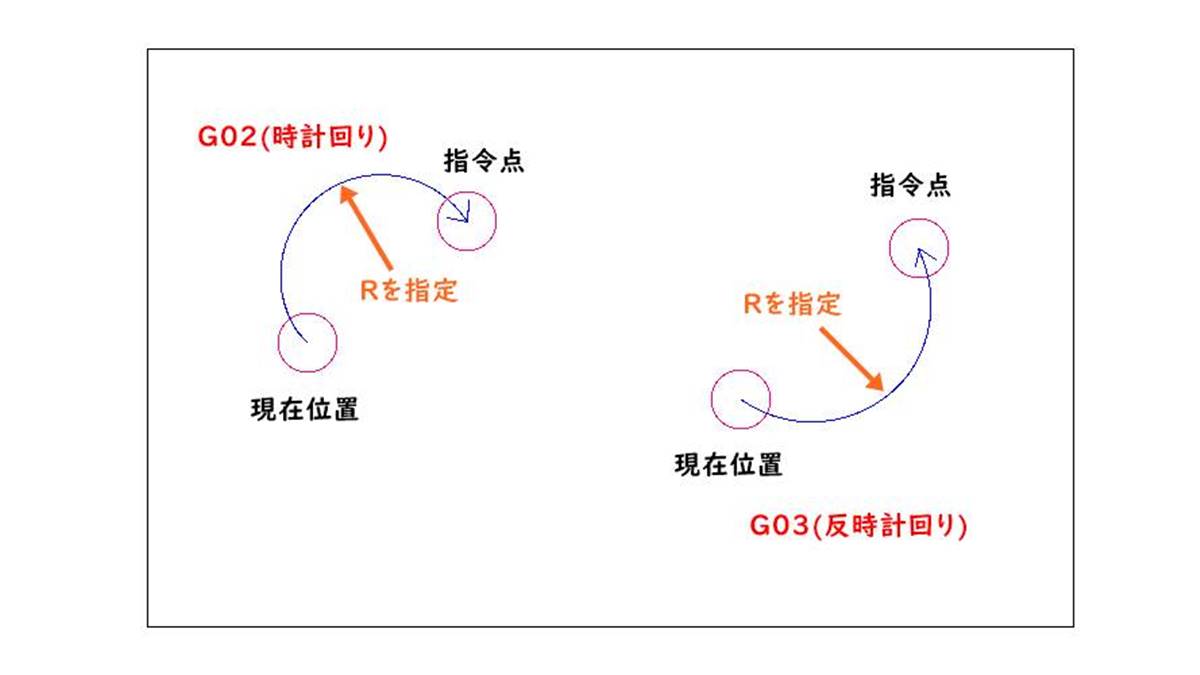
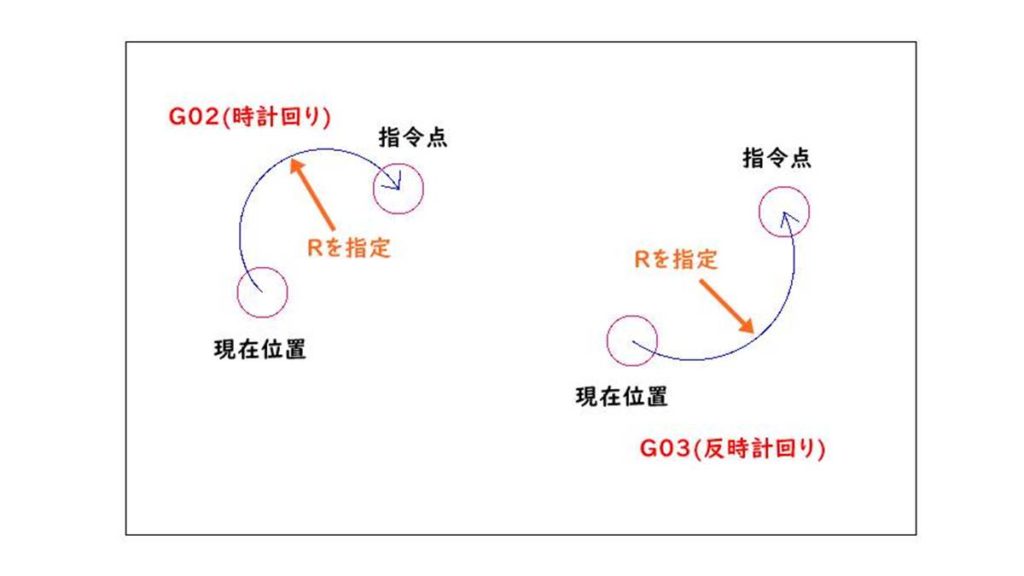
G02、G03は、円|円弧の加工に使用します。
G02が時計回り(CW)
G03が反時計回り(CCW)
で動きます。
2種類の指令方法
円弧補間にはR指令と、IJK指令の2種類の使い方があります。
違いを説明していきますので、好きな方法を選択してください。
R指令
R指令とは、円弧終了位置とR(半径)を指令して加工する方法です。
書式
G02 X__ Y__ R__ F__
G91 G02 X__ Y__ R__ F__
アンダーバーの部分に数値を入力します。
X,Yの位置はアブソリュート(絶対値)でもインクリメンタル(増分値)でも構いません。
同一座標の場合は省略可能です。
Rの値は、
円弧の角度が180度以内なら正(+)の値を入力
円弧の角度が180度以上なら負(-)の値を入力
します。
Fは送り速度です。
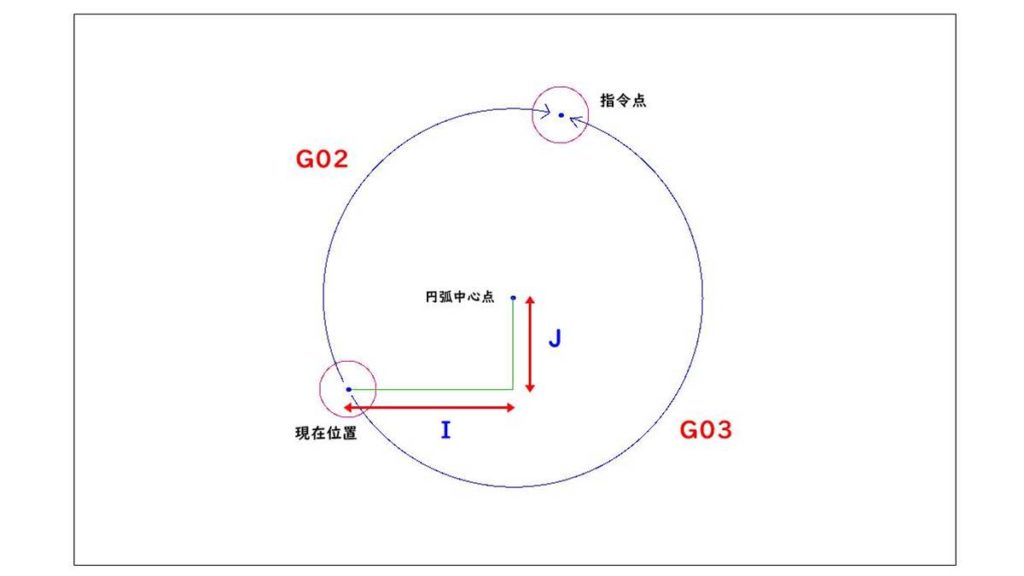
IJK指令
IJK指令とは、現在の位置から円弧の中心はどこにあるかを指令する方法です。
I(X方向)
J(Y方向)
K(Z方向)
書式
G02 X__ Y__ I__ J__ F__
G91 G02 X__ Y__ I__ J__ F__
IJKの値はインクリメンタル(増分値)で指令します。
X,Y,Zの値は、アブソリュート(絶対値)でもインクリメンタルでも構いません。
円弧の向きによってG02かG03を選択します。
Fは送り速度です。
円弧加工の送り速度には注意
直線加工の時は問題ないのですが、円弧加工の時は送り速度の設定に少し注意が必要です。
どういう事かというと、刃物の中心と刃物の外周部では移動距離が違うからです。
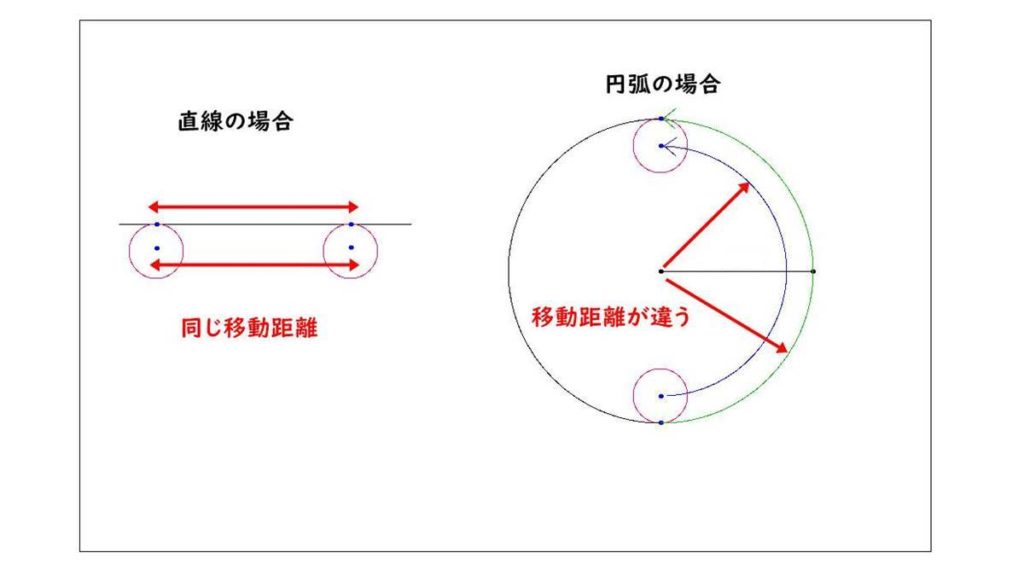
同じ時間で進む距離が、刃物の中心より外周部の方が長くなります。
つまり、 中心より外周部 の方が速度が速いという事です。
実際に加工するのは刃物の外周部ですが、F指令で動く速さは刃物の中心の速さです。
その辺を考慮して送り速度を決定して下さい。

