
工具径補正とは、NCプログラムで指令した座標より刃物の半径分(登録した値)ずれた軌道で動かす為のGコードです。
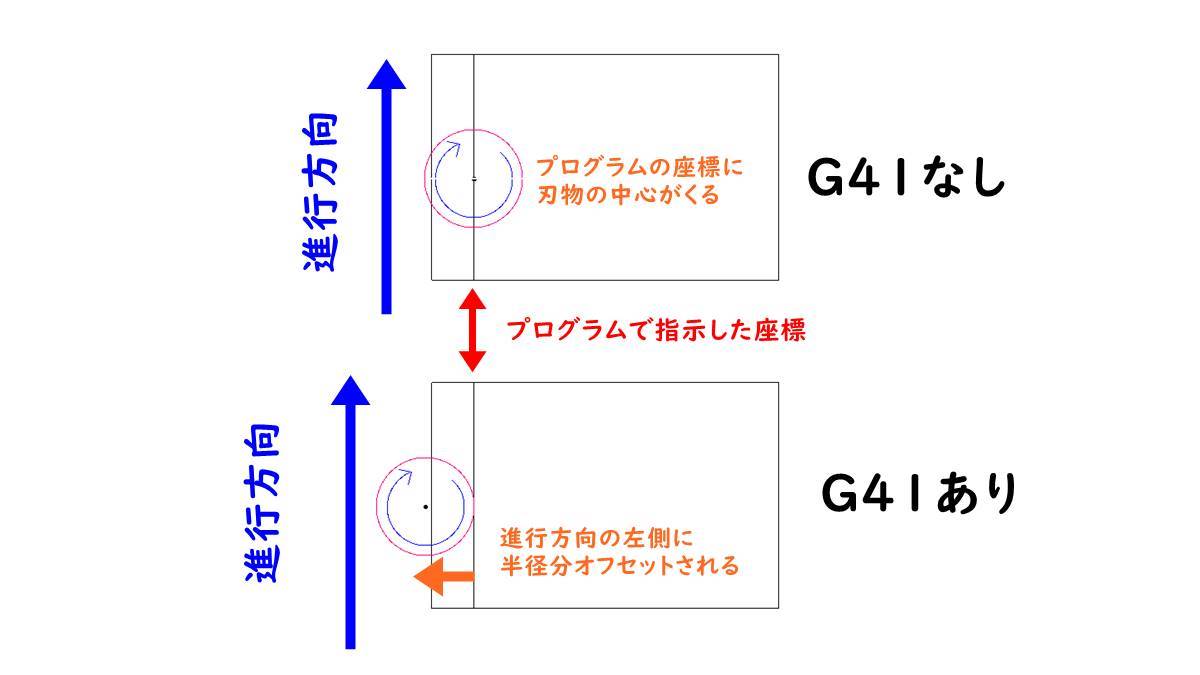
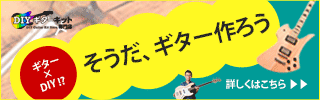
工具径補正を使用していない時の軌道は、刃物の中心がプログラムの座標で動くので、実際に加工する場合は図面寸法から刃物の半径分ずらした座標でプログラムを作る必要があります。
簡単な直線などは、使用しなくても大した事はないですが、テーパーや円弧が組み合わさった場合は結構大変になります。
[D_ ]パラメーターにあらかじめ半径を登録してG41、G42を使用すると、図面寸法でそのままプログラムしても機械側で自動で刃物の半径分ずれた軌道で動いてくれるようになります。
G40(工具径補正キャンセル)
G40はG41、G42を使用した工具径補正モードをキャンセル(解除)します。
G40指令後は、通常通りの刃物の中心軌道に戻ります。
G41(工具径補正 左)
進行方向の左側に半径分(登録した値)オフセットします。
刃物は正回転で使用しますので、ダウンカットの場合G41と覚えておいて構いません。
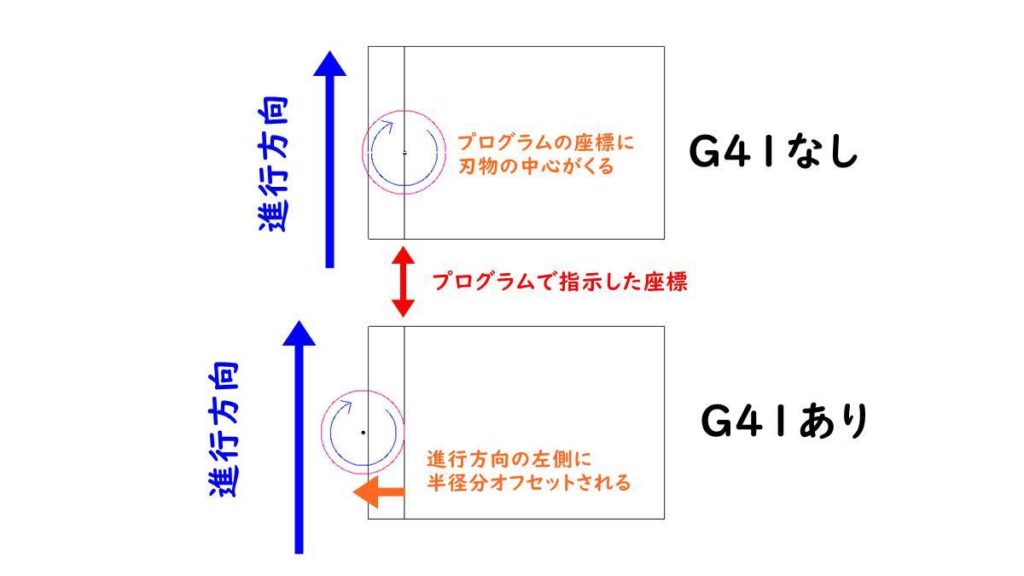
G42(工具径補正 右)
進行方向の右側に半径分(登録した値)オフセットします。
刃物は正回転で使用しますので、アップカットの場合G42と覚えておいて構いません。
書式
D10番に使用する刃物の半径値を登録した場合
G41G01 X8.0 Y10.0 D10 F500
X20.0 Y30.0
6:G00 Z5.0
7:G40
G41、G42指令と同じブロックに[D_ ]を指令します。
G40が指令されるまで径補正モードは継続されます。
便利な使い方
径補正を使用すると、荒取りと仕上げで同じプログラムが使うこともできます。
例えば、
φ10の刃物を使用
D10に半径の値[5.0]を登録
D11に半径の値プラス0.2の値[5.2]を登録
荒取りの時はD11を呼び出して加工
仕上げの時はD10を呼び出して加工
このように、呼び出す番号を変更するだけでオフセット量を変える事が出来ます。

